
جوشکاری یکی از روش های معمول اتصال قطعات به یکدیگر است. این روش در صنعت از اهمیت ویژه ای برخوردار است. در این مقاله گریزی به انواع مختلف جوشکاری می زنیم و هر کدام را به طور مختصر توضیح می دهیم. در آخر هم درباره هندسه قطعات، منطقه متاثر از دما، پیش گرم کردن قطعه و تنش های پسماند بحث خواهیم کرد.

جوشکاری چیست؟
جوشکاری یکی از روش های اتصال مواد (فلز، نافلز، کامپوزیت و…) به یکدیگر می باشد. دو قطعه را در کنار هم قرار می دهند؛ به آنها حرارت می دهند تا ذوب شوند. بعد از سرد شدن و گرفتن سرباره ها، قطعات به یکدیگر جوش شده اند. جوشکاری با لحیم کاری (چه لحیم کاری سخت و چه لحیم کاری نرم) بسیار متفاوت است. در اتصال مواد به کمک جوش ماده پایه به دلیل حرارت بالا ذوب می شود؛ اما در لحیم کاری خبری از ذوب شدن فلز پایه وجود ندارد. همچنین در روش اتصال به کمک جوش، ماده ای به نام “فیلر” برای ایجاد مواد مذاب به کار گرفته می شود. پس از خنک کردن جوش و گرفتن سرباره ها شما اتصالی قوی تر از اتصال فلز پایه خواهید داشت.
در جوشکاری علاوه بر حرارت، در شرایط خاص نیاز به فشار هم داریم. برای ایجاد حرارت می توانیم از شعله گاز، قوس الکتریکی، اصطکاک، امواج فراصوت و… استفاده کرد. جوشکاری در محیط های صنعتی مختلف رخ می دهد؛ برای مثال زیر آب، خارج از اتمسفر و… . در حین انجام این کار سعی کنید تمام موارد ایمنی را رعایت کنید.
قوس الکتریکی در جوشکاری
جریان الکتریکی از شریان الکترون ها در یک جسم رسانا به وجود میآید. هر موقع در این مسیر یک شکاف متشکل از هوا (گاز) بوجود بیاید، شریان و انتقال الکترون ها برای یک لحظه متوقف می شوند در نتیجه جریان الکتریکی صفر خواهد شد. اگر شکاف هوا بسیار باریک باشد؛ اختلاف پتانسیل و شدت جریان بالا باعث می شود تا گازهای موجود میان شکاف یونیزه شوند و فرایند قوس الکتریکی رخ بدهد. از این فرایند برای تولید انرژی لازم جهت ذوب الکترود استفاده می شود. روش های جوشکاری به کمک قوس الکتریکی عبارتند از: جوش به کمک الکترود دستی پوشش دار، جوش زیرپودری، جوش با گاز محافظ(جوش آرگون)، جوش با گاز محافظ و الکترود تنگستنی و جوش پلاسما.
فرایند های جوشکاری مقاومتی
در این نوع، جریان الکتریکی بالایی از داخل جسم عبور می کند، و حرارت به دلیل مقاومت الکتریکی و نیرو وارده از سمت میله های مسی ایجاد می شود. با عبور جریانی حدود ۱۰۰۰ الی ۱۰۰۰۰ آمپر از درون فلز، محفظه کوچکی از مذاب در نقطه جوش تشکیل می شود. این روش آلودگی بسیار کمی دارد و بسیار کاربردی است. از طرفی کاربرد این نوع جوش بسیار محدود است. همچنین هزینه تهیه ابزارآلات این روش بسیار بالا است. روش های جوشکاری مقاومتی عبارتند از جوش نقطه ای، درز جوش، جوش تکمه ای و جوش با استفاده از قالب.
فرایند جوشکاری حالت جامد
در این فرایند خبری از ذوب شدن مواد نیست و مواد تحت فشار و حرارت (گاهی هم بدون وجود حرارت) به یکدیگر متصل می شوند. فرایند های این روش عبارتند از: جوش اصطکاکی، جوش نفوذی و جوش به کمک امواج فراصوت.
جوشکاری اصطکاکی: در این روش برای تولید گرما، از انرژی مکانیکی(اصطکاک) استفاده می شود. همچنین یکی از قطعات با سرعت بالا در حال چرخش می باشد و قطعه دیگر ثابت است. حال این قطعه در حال دوران به قطعه دیگر تماس داده می شود. اصطکاک بوجود آمده بین این دو قطعه باعث ایجاد حرارت بالایی در ناحیه اتصال می شود. در این مرحله دو قطعه را تحت فشار به یکدیگر متصل می کنند. جوش نفوذی و جوش اولتراسونیک (جوش به کمک امواج فراصوت) از جمله فرایندهای جوش حالت جامد به شمار می روند.
فرایند جوش به کمک گاز
در این نوع، جوشکاری به کمک گاز های مختلف مانند استیلن، پروپان و… انجام می شود. این کار معمولا به کمک لیزر های مخصوص(زر گاز کربنیکی) انجام می پذیرند. همچنین دقت داشته باشید که انرژی پرتو بسیار زیاد نباشد چون باعث تخریب فلز می شود.
جوش به کمک اشعه الکترونی
در این روش الکترون ها به کمک ولتاژ بالا، شتاب زیادی می گیرند و به صورت پرتو های بسیار باریک به بیرون پرتاب می شوند. چگالی بالا انرژی در ناحیه تفدیده باعث می شود تا کیفیت جوش بسیار مطلوب شود. از این روش در ساخت بدنه جنگنده ها استفاده می شود.
هندسه قطعات
در برخی از روش های جوش، قطعه باید به نحو خاصی روی یکدیگر قرار بگیرند. در جوشکاری درزی، جوش نقطه زنی و جوش الکترونی شما باید دو قطعه را روی هم قرار دهید(جوش دهید). روش های دیگر نیز شرایط خاص خود را دارند که باید آنها را بشناسید. 5 مورد از نحوه اتصال های جوشکاری عبارتند از: جوش لب به لب، جوش لبه ای، جوش گوشه ای، جوش T شکل و جوش روی هم.
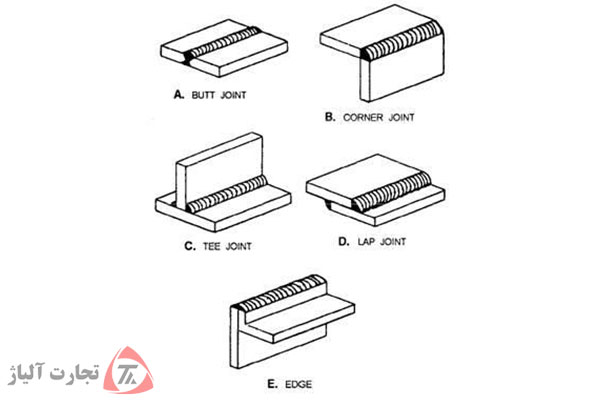
انواع هندسه جوشکاری
متالورژی جوشکاری
گرم کردن و سرد کردن مواد باعث بوجود آمدن اثرات منفی بر روی متالورژی مواد می شوند. به همین دلیل باید روش هایی پیدا کرد که این اثرات نامطلوب به حداقل برسند. همچنین خواص مکانیکی فلز پایه بعد از جوش متفاوت خواهد شد(به دلیل اینکه خواص شیمیایی ماده با فلز پایه متفاوت است). به همین دلیل برای دستیابی به خواص مکانیکی مطلوب فلز پایه، باید از فیلر هایی استفاده شود که خواص فلز مادر را دارا باشند (یا از آن بهتر باشد). حوضچه های مذاب ایجاد شده در برگیرنده تمام نواقص موجود در فلز از مرحله ریخته گری تا تولید (وجود تخلخل، حفره گاز و…) می باشند که باید به آن نقاط توجه ویژه ای کنید.
منطقه متاثر از گرما کجاست؟
در هنگام جوشکاری، قسمتی از فلز(که در مرز مشترک حوضچه ذوب وجود دارد) ذوب نمی شود اما تحت تاثیر دمای بسیار بالایی قرار می گیرد. این قسمت نه خواص مکانیکی فلز مادر را دارد و نه خواص مکانیکی حوضچه ذوب شامل آن می شود. به همین دلیل اکثر شکست ها در این قسمت از قطعه رخ می دهد. برای از بین بردن این مشکل؛ بعد از جوشکاری، کل قطعه را تحت تاثیر عملیات حرارتی قرار می دهند.
پیش گرم کردن
برای کاهش تناقضات میان ریز ساختار های فلز، عملیات پیش گرما انجام می شود. این کار به این صورت است که قبل از جوشکاری، قطعه را گرم می کنند تا حوضچه مذاب با سرعت کمتری خنک شود. آهسته خنک شدن حوضچه مذاب باعث می شود تا ماده نرم تر و شکل پذیر تر بشود. با این کار، تنش های جوش در سطح گسترده تری پخش شده است و همین موضوع باعث کاهش اعوجاج می شود. این عمل در نتیجه باعث افزایش مقاومت ماده در برابر نیرو و فشار می شود.
تنشهای پسماند جوشکاری
این تنش ها به سبب ممانعت از انبساط و انقباض حرارتی بوجود می آیند. تنشهای واکنشی، تنشهای پسماندی هستند که گاها در تعمیرات جوشکاری بوجود می آیند و باعث ترک برداشتن جوش گرم می شوند.
همچنین توجه داشته باشید که استفاده از مواد نامناسب منجر به اتصال یا جوش ضعیف می شود. تغییر در پارامتر های جوش از جمله الکترود، گاز محافظ، سرعت جوشکاری، نرخ سرد کردن و… باعث می شود نتیجه مطلوب حاصل نشود. بنابراین در انتخاب پارامتر های درست، توجه لازم را مبذول بفرمایید.
بیشتر بخوانید: تفاوت بین جوشکاری و پرچ کردن چیست؟






